vakum tungku quenching gas Horizontal kalawan chamber tunggal




Naon quenching gas vakum
Gas vakum quenching nyaéta prosés pemanasan workpiece dina vakum, lajeng cooling eta gancang dina gas cooling kalawan tekanan tinggi na laju aliran tinggi, ku kituna pikeun ngaronjatkeun karasa permukaan workpiece nu.
Dibandingkeun jeung quenching gas biasa, quenching minyak jeung mandi uyah quenching, vakum-tekanan tinggi gas quenching boga kaunggulan atra: kualitas permukaan alus, euweuh oksidasi jeung euweuh carburization; Alus quenching uniformity sarta deformasi workpiece leutik; Alus controllability kakuatan quenching jeung laju cooling controllable; produktivitas tinggi, nyimpen karya beberesih sanggeus quenching; Taya polusi lingkungan.
Aya loba bahan cocog pikeun vakum-tekanan tinggi gas quenching, utamana kaasup:-speed tinggi baja (kayaning parabot motong, molds logam, maot, gauges, bantalan pikeun mesin jet), alat baja (bagian jam, fixtures, pencét), paeh baja, bearing baja, jsb
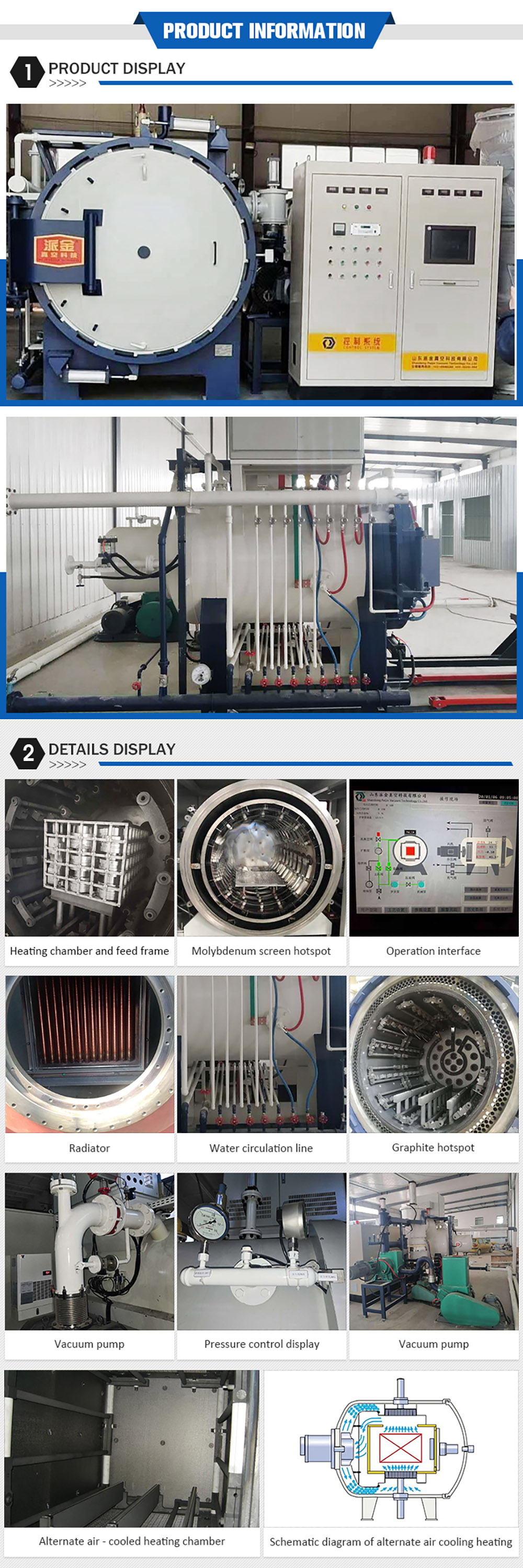
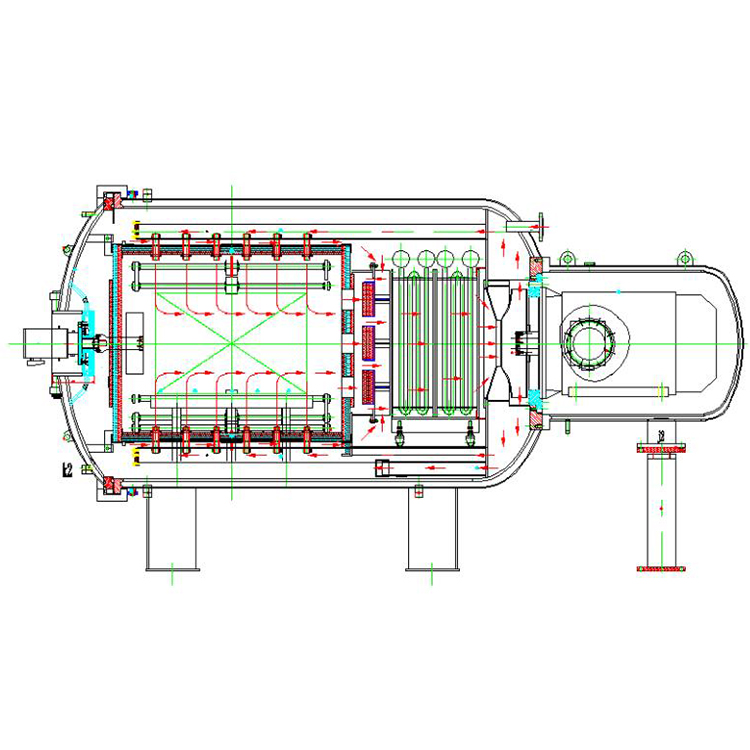
Paijin Vacuum gas tungku quenching nyaéta tungku vakum diwangun ku awak tungku, chamber pemanasan, kipas campur panas, sistem vakum, sistem keusikan gas, vakum sistem tekanan parsial, sistem kontrol listrik, sistem cooling cai, sistem quenching gas, sistem pneumatic, tungku otomatis trolley dahar jeung sistem catu daya.



Aplikasi
Paijin Vakum tungku quenching gascocog pikeun quenching perlakuan bahan kayaning baja paeh, baja-speed tinggi, stainless steel, jsb; perlakuan solusi bahan kayaning stainless steel, titanium jeung alloy titanium; perlakuan annealing jeung perlakuan tempering rupa bahan magnét; sarta bisa dipaké pikeun brazing vakum sarta sintering vakum.

Ciri
1. Laju cooling tinggi:ku ngagunakeun efisiensi tinggi exchanger panas pasagi, laju cooling na ngaronjat ku 80%.
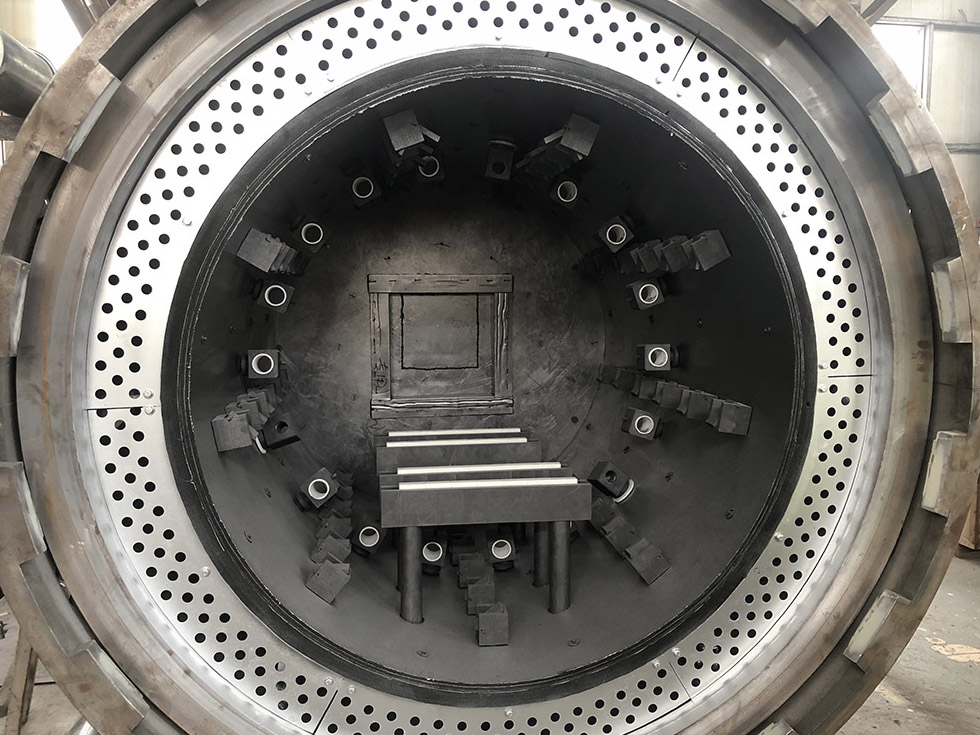
2. Alus cooling uniformity:Nozzles hawa anu merata sarta staggered diatur sabudeureun chamber pemanasan.
3. Hemat Énergi Tinggi:Nozzles hawa na otomatis bakal nutup dina prosés pemanasan, ngajadikeun biaya énergi na 40% kirang.
4. Kasaragaman suhu anu langkung saé:elemen pemanasan na diatur merata sabudeureun chamber pemanasan.
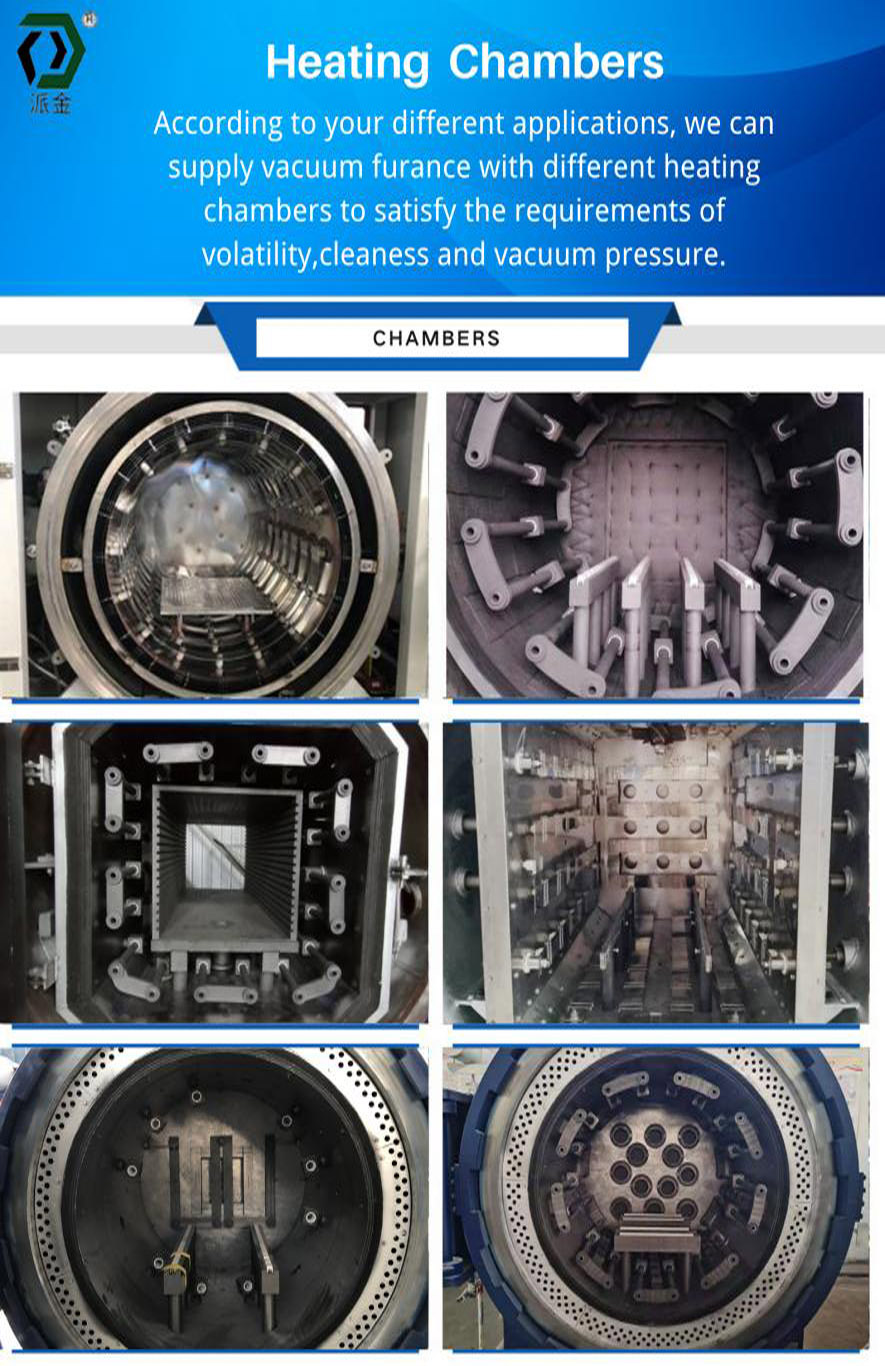
5. Cocog jeung sagala rupa lingkungan prosés:Lapisan insulasi chamber pemanasanna didamel ku lapisan insulasi keras komposit atanapi layar insulasi logam, cocog pikeun sagala rupa lingkungan.
6. Pinter tur gampang pikeun programming prosés, Peta mékanis stabil sarta dipercaya, otomatis, semi-otomatis atawa manual alarming tur mintonkeun faults.
7. Frékuénsi konvérsi kontrol gas quenching kipas, pilihan pemanasan hawa convection, pilihan 9 titik survéy hawa, tekanan parsial quenching na quenching isothermal.
8. Kalayan sistem kontrol AI sadayana sareng sistem operasi manual tambahan.
spésifikasi model baku sarta parameter
| spésifikasi model baku sarta parameter | |||||
| Modél | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Zona Panas Éféktif LWH (mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900*900*1600 |
| Beurat Beurat (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Suhu maksimum (℃) | 1350 | ||||
| Akurasi kontrol suhu (℃) | ±1 | ||||
| Kasaragaman suhu tungku (℃) | ±5 | ||||
| Gelar Vakum Maksimum (Pa) | 4.0 * E -1 | ||||
| Laju naékna tekanan (Pa/H) | ≤ 0,5 | ||||
| tekanan gas quenching (Bar) | 10 | ||||
| Struktur tungku | Horizontal, kamar tunggal | ||||
| Metoda lawang tungku lawang | Jenis engsel | ||||
| elemen pemanasan | Unsur pemanasan grafit | ||||
| Kamar pemanasan | Struktur komposisi Graphit hard felt jeung soft felt | ||||
| Jenis aliran gas quenching | Aliran bolak-balik nangtung | ||||
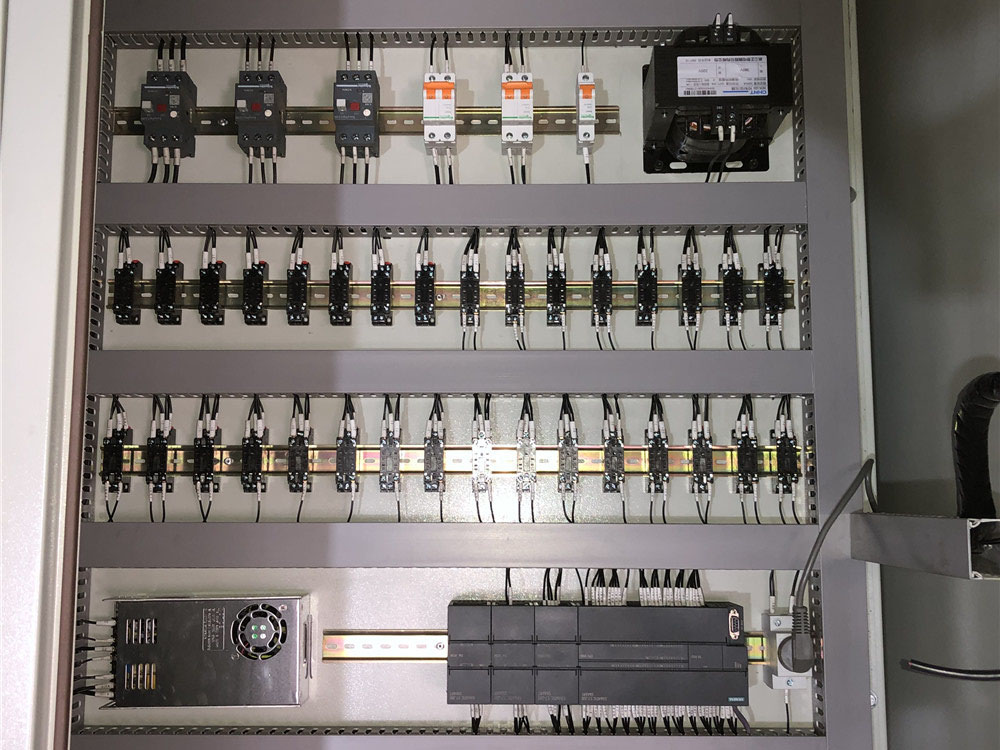
| PLC & elemen listrik | Siemens | ||||
| Pangontrol suhu | EUROTHERM | ||||
| Pompa vakum | Pompa mékanis sareng pompa akar | ||||
| Rentang pilihan ngaropéa | |||||
| Suhu maksimum | 600-2800 ℃ | ||||
| Gelar suhu maksimum | 6,7 * E -3 Pa | ||||
| Tekanan quenching gas | 6-20 bar | ||||
| Struktur tungku | Horizontal, vertikal, chamber tunggal atawa multi chambers | ||||
| Métode muka panto | Tipe hinge, tipe ngangkat, tipe datar | ||||
| elemen pemanasan | Unsur pemanasan grafit, elemen pemanasan Mo | ||||
| Kamar pemanasan | Diwangun grafit ngarasa, Sadaya logam reflecting layar | ||||
| Jenis aliran gas quenching | Aliran gas bolak-balik Honrizontal; Aliran gas bolak-balik vertikal | ||||
| Pompa vakum | Pompa mékanis sareng pompa akar; Mékanis, akar sareng pompa difusi | ||||
| PLC & elemen listrik | Siemens; Omron; Mitsubishi; Siemens | ||||
| Pangontrol suhu | EUROTHERM;SHIMADEN | ||||
Kontrol kualitas
Kualitas mangrupikeun sumanget produk, mangrupikeun titik konci mutuskeun pabrik's future.Paijin nyokot kualitas salaku isu paling prioritas dina work.To sapopoé urang mastikeun kualitas alus produk urang, urang dibayar loba perhatian dina 3 aspék.
1.Paling penting: Manusa. Manusa mangrupikeun titik anu paling penting dina unggal padamelan. Kami ngagaduhan kursus pelatihan lengkep pikeun unggal padamel énggal, sareng kami gaduh sistem rating pikeun meunteun unggal padamel ka tingkat hiji (junior, tengah, luhur), padamel tingkat anu béda-béda ditunjuk pikeun padamelan anu béda-béda kalayan gaji anu béda. Dina sistem rating ieu, éta's teu ngan kaahlian, tapi ogé meunteun dina tanggung jawab jeung laju kasalahan, kakuatan eksekutif jsb Ku cara kieu, pagawe di pabrik urang daék ngalakukeun pangalusna dina work.And na mastikeun nuturkeun aturan manajemen kualitas.
2. bahan pangalusna sarta komponén: Urang ngan meuli bahan pangalusna dina pasaran, urang terang yen ngaheéat 1 dollar dina bahan bakal ngarugikeun 1000 dollar dina final. Bagian konci kawas komponén listrik sarta pompa téh kabéh produk brand kawas Siemens, Omron, Eurotherm, Schneider jsb Pikeun bagian séjén dijieun di Cina, urang milih pabrik pangalusna di industri jeung ditandatanganan kualitas produk kontrak guranntee sareng maranehna, pikeun mastikeun unggal komponén unggal bagian kami nganggo dina tungku mangrupa produk kualitas pangalusna.
3. Manajemén Kualitas Ketat: Urang gaduh 8 titik cek kualitas dina prosés produksi tungku, Ujian dina unggal titik dipariksa dilaksanakeun ku 2 pagawé sareng 1 manajer pabrik tanggung jawab éta. Dina titik dipariksa ieu, bahan sareng komponenana, sareng unggal aspék tungku dipariksa dua kali pikeun mastikeun kualitasna. Tungtungna, saméméh tungku ninggalkeun pabrik, éta kudu final dipariksa jeung percobaan perlakuan panas.