tungku quenching gas vakum horizontal kalayan rohangan tunggal




Naon ari quenching gas vakum
Panyalaan gas vakum nyaéta prosés manaskeun benda kerja dina vakum, teras niiskeunana gancang dina gas pendingin kalayan tekanan anu luhur sareng laju aliran anu luhur, supados ningkatkeun karasana permukaan benda kerja.
Dibandingkeun sareng quenching gas biasa, quenching minyak sareng quenching mandi uyah, quenching gas tekanan tinggi vakum gaduh kaunggulan anu jelas: kualitas permukaan anu saé, teu aya oksidasi sareng teu aya karburasi; keseragaman quenching anu saé sareng deformasi benda kerja anu alit; kontrol anu saé tina kakuatan quenching sareng laju pendinginan anu tiasa dikontrol; produktivitas anu luhur, ngahémat padamelan beberesih saatos quenching; teu aya polusi lingkungan.
Aya seueur bahan anu cocog pikeun quenching gas tekanan tinggi vakum, utamina kalebet: baja kecepatan tinggi (sapertos alat motong, cetakan logam, dies, gauge, bantalan pikeun mesin jet), baja alat (bagian jam, perlengkapan, mesin pres), baja die, baja bantalan, jsb.
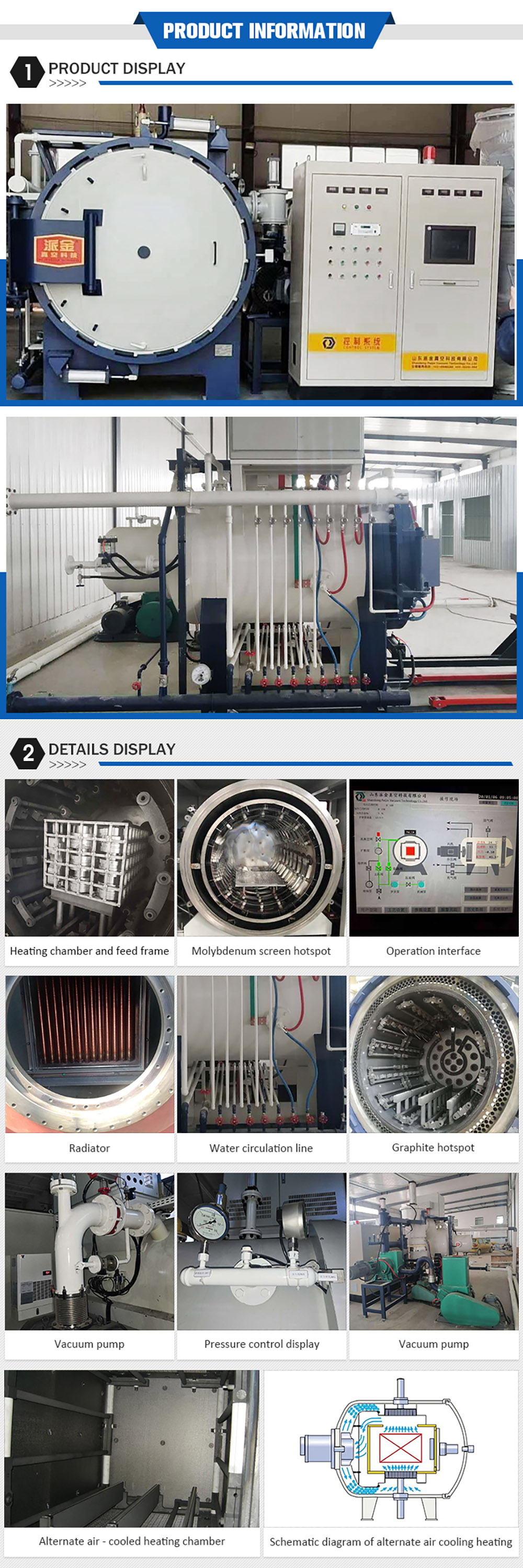
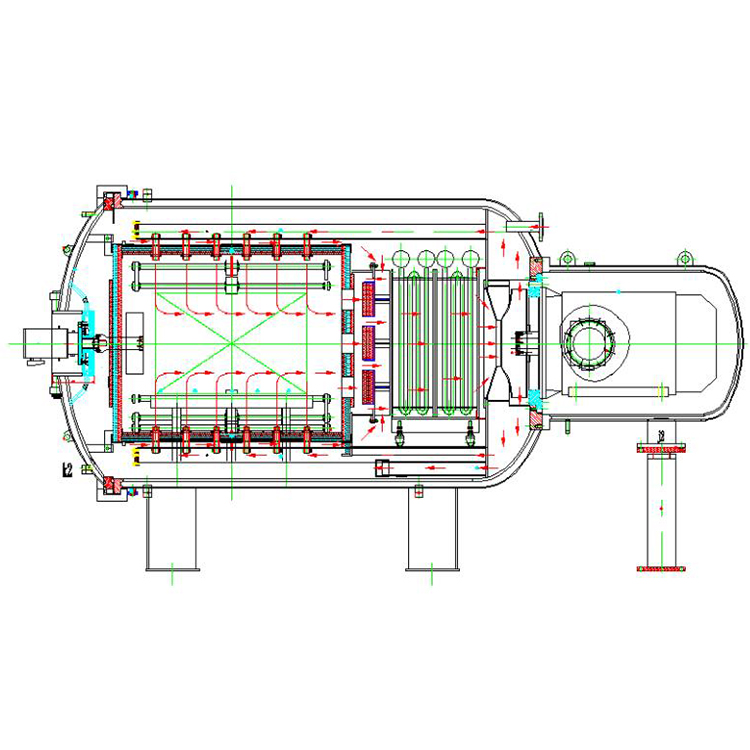
Tungku quenching gas vakum Paijin nyaéta tungku vakum anu diwangun ku awak tungku, ruang pemanasan, kipas campuran panas, sistem vakum, sistem ngeusian gas, sistem tekanan parsial vakum, sistem kontrol listrik, sistem pendingin cai, sistem quenching gas, sistem pneumatik, troli tuang tungku otomatis sareng sistem catu daya.



Aplikasi
Tungku pemadaman gas vakum Paijincocog pikeun perlakuan quenching bahan sapertos baja die, baja kecepatan tinggi, stainless steel, jsb.; perlakuan solusi bahan sapertos stainless steel, titanium sareng titanium alloy; perlakuan annealing sareng perlakuan tempering rupa-rupa bahan magnét; sareng tiasa dianggo pikeun brazing vakum sareng sintering vakum.

Ciri-ciri
1. Kecepatan pendinginan anu luhur:Ku ngagunakeun penukar panas pasagi efisiensi luhur, laju pendinginanana ningkat ku 80%.
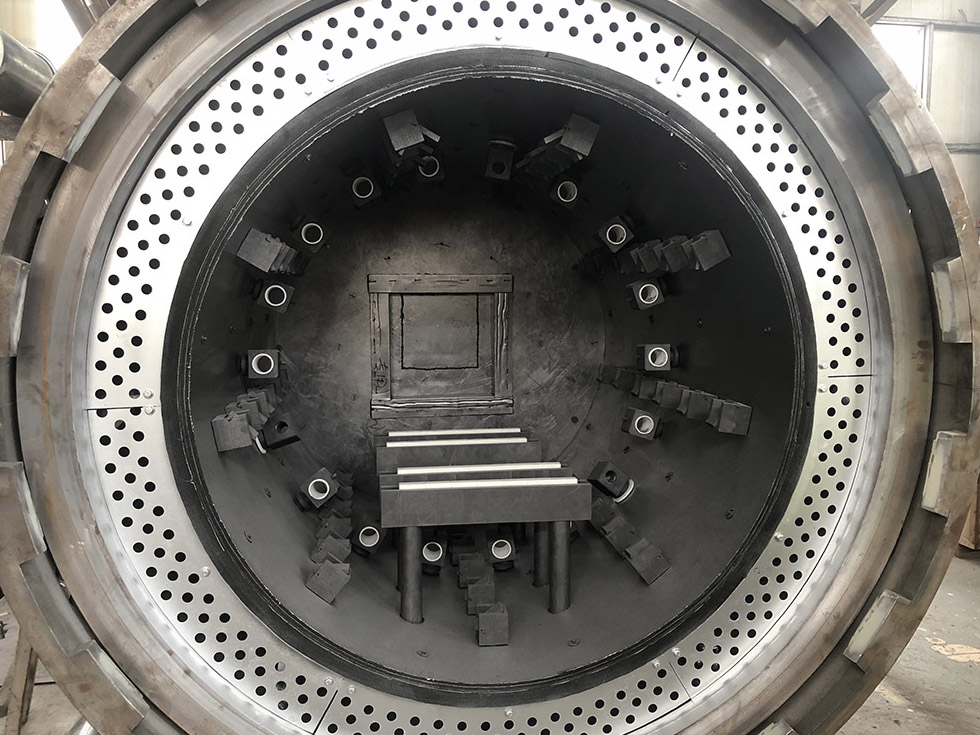
2. Keseragaman pendinginan anu saé:Nozel hawa dipasang rata sareng disusun ngajajar di sakumna rohangan pemanasan.
3. Hemat Énergi Tinggi:Nozel hawa na bakal otomatis nutup nalika prosés pemanasan, ngajantenkeun biaya énergi na 40% langkung handap.
4. Keseragaman suhu anu langkung saé:élémen pemanasna dipasang rata di sakumna rohangan pemanas.
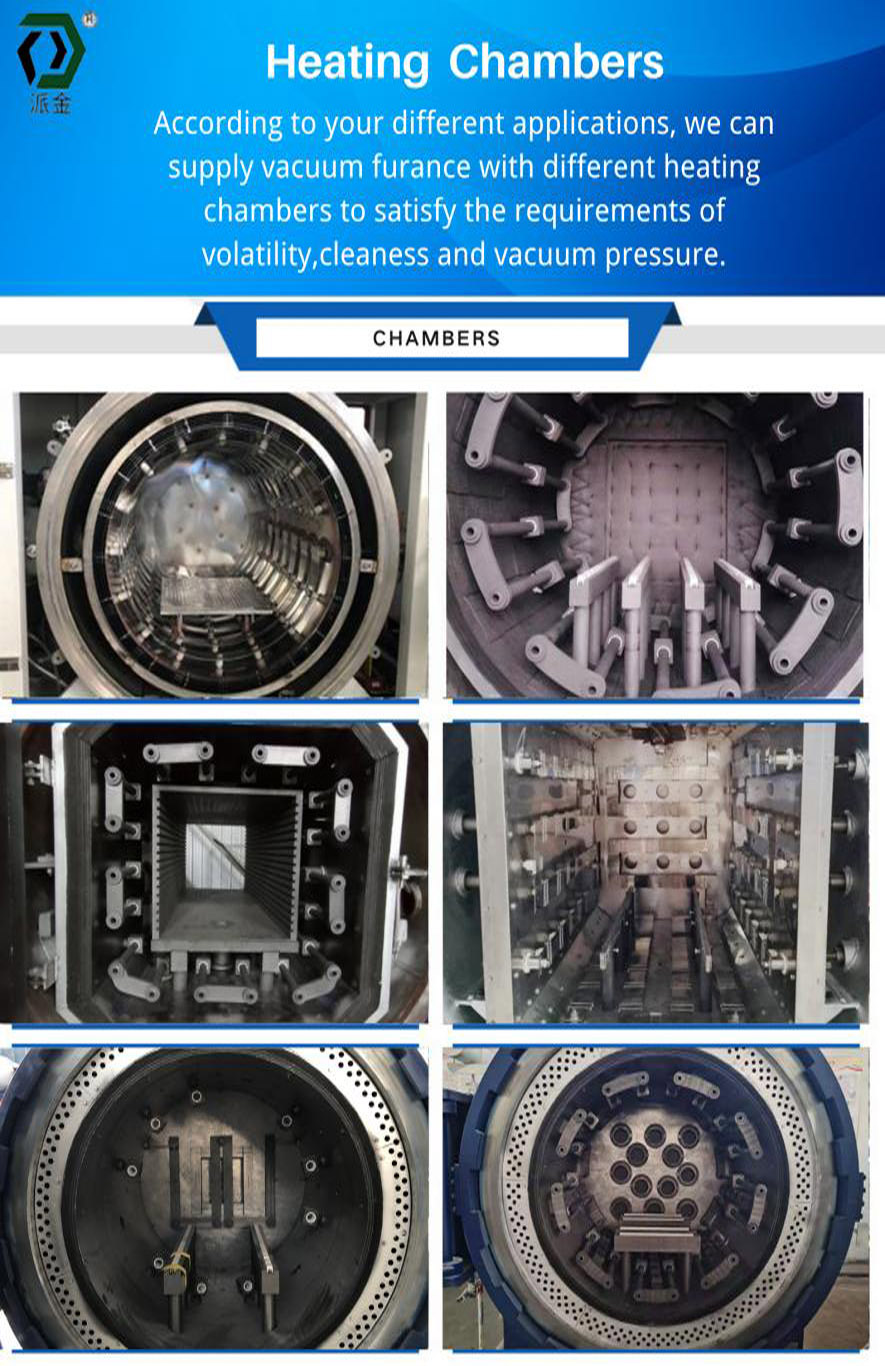
5. Cocog pikeun rupa-rupa lingkungan prosés:Lapisan insulasi ruang pemanasanna didamel ku lapisan insulasi keras komposit atanapi layar insulasi logam, cocog pikeun rupa-rupa lingkungan.
6. Pinter sareng gampang pikeun pamrograman prosés, aksi mékanis anu stabil sareng tiasa dipercaya, sacara otomatis, semi-otomatis atanapi sacara manual ngageter sareng nampilkeun gangguan.
7. Kipas pendingin gas kontrol konvérsi frékuénsi, pemanasan hawa konveksi opsional, survei suhu 9 titik opsional, pendinginan tekanan parsial sareng pendinginan isotermal.
8. Kalayan sistem kontrol AI lengkep sareng sistem operasi manual tambahan.
Spésifikasi sareng parameter modél standar
| Spésifikasi sareng parameter modél standar | |||||
| Modél | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Zona Panas Éféktif LWH (mm) | 500*500 * 700 | 600*600 * 900 | 700*700 * 1100 | 800*800*1200 | 900*900*1600 |
| Beurat Beban (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Suhu Maksimum (℃) | 1350 | ||||
| Akurasi kontrol suhu (℃) | ±1 | ||||
| Kasaragaman suhu tungku (℃) | ±5 | ||||
| Gelar Vakum Maksimum (Pa) | 4.0 * E -1 | ||||
| Laju kanaékan tekanan (Pa/H | ≤ 0.5 | ||||
| Tekanan pendinginan gas (Bar) | 10 | ||||
| Struktur tungku | Horisontal, kamar tunggal | ||||
| Métode muka panto tungku | Jenis engsel | ||||
| Élémen pemanasan | Élémen pemanasan grafit | ||||
| Kamar pemanasan | Struktur komposisi karpét teuas Grafit sareng karpét lemes | ||||
| Jenis aliran quenching gas | Aliran silih genti vertikal | ||||
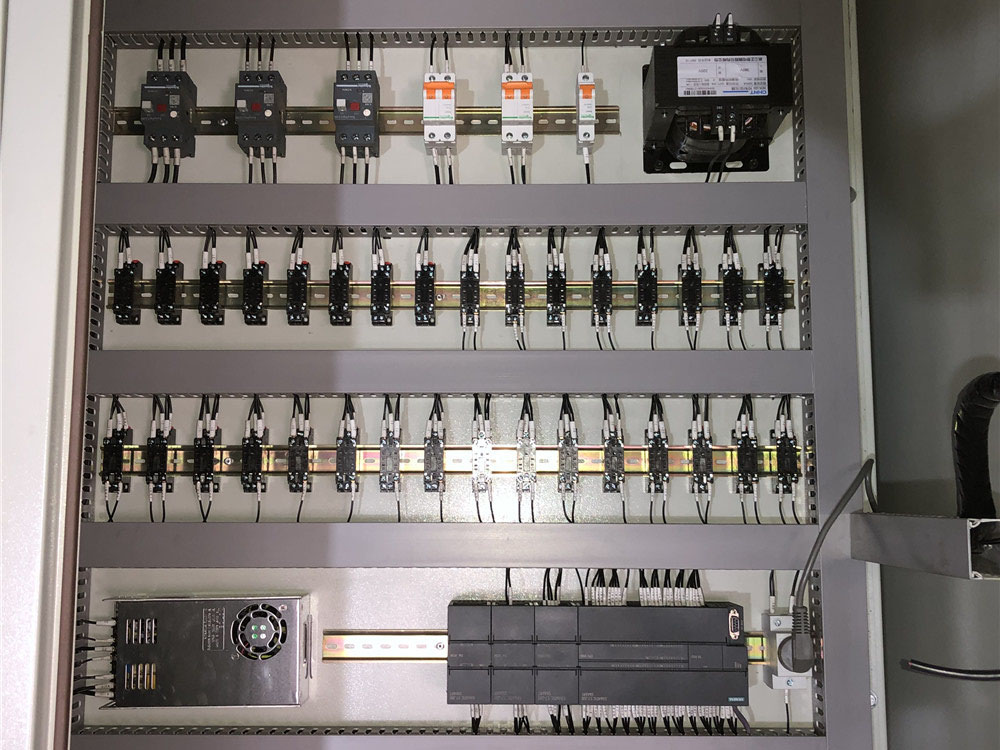
| PLC & Éléktronik | Siemens | ||||
| Pangontrol suhu | EUROTHERM | ||||
| Pompa vakum | Pompa mékanis sareng pompa akar | ||||
| Rentang opsional anu disaluyukeun | |||||
| Suhu maksimum | 600-2800 ℃ | ||||
| Darajat suhu maksimum | 6.7 * E -3 Pa | ||||
| Tekanan panyalaan gas | 6-20 Bar | ||||
| Struktur tungku | Horisontal, Vertikal, kamar tunggal atanapi multi kamar | ||||
| Métode muka panto | Jenis engsel, Jenis ngangkat, Jenis datar | ||||
| Élémen pemanasan | Élémen pemanas grafit, Élémen pemanas Mo | ||||
| Kamar pemanasan | Kain kasa grafit, Layar pantulan sadaya logam | ||||
| Jenis aliran quenching gas | Aliran gas silih ganti honrizontal; Aliran gas silih ganti vertikal | ||||
| Pompa vakum | Pompa mékanis sareng pompa akar; Pompa mékanis, akar sareng difusi | ||||
| PLC & Éléktronik | Siemens; Omron; Mitsubishi; Siemens | ||||
| Pangontrol suhu | EUROTHERM;SHIMADEN | ||||
Kontrol kualitas
Kualitas mangrupikeun sumanget produk, mangrupikeun titik konci mutuskeun pabrik'masa depan urang. Paijin nganggap kualitas salaku masalah anu paling prioritas dina padamelan urang sadidinten. Pikeun mastikeun kualitas produk anu saé, urang nengetan pisan kana 3 aspék.
1. Anu paling penting: Manusa. Manusa mangrupikeun titik anu paling penting dina unggal padamelan. Kami gaduh kursus pelatihan lengkep pikeun unggal pagawé énggal, sareng kami gaduh sistem rating pikeun meunteun unggal pagawé kana tingkatan (junior, menengah, luhur), pagawé tingkatan anu béda ditunjuk pikeun padamelan anu béda-béda kalayan gaji anu béda-béda. Dina sistem rating ieu, éta'Teu ngan ukur kaahlian, tapi ogé tingkat tanggung jawab sareng tingkat kasalahan, kakuatan eksekutif jsb. Ku cara kieu, pagawé di pabrik urang daék ngalakukeun anu pangsaéna dina padamelanna. Sareng sacara ketat nuturkeun aturan manajemen kualitas.
2. Bahan sareng komponén pangsaéna: Kami ngan ukur mésér bahan anu pangsaéna di pasar, kami terang yén ngahémat 1 dolar dina bahan bakal ngarugikeun 1000 dolar dina ahirna. Bagian konci sapertos komponén listrik sareng pompa sadayana mangrupikeun produk mérek sapertos Siemens, Omron, Eurotherm, Schneider jsb. Pikeun bagian sanés anu didamel di Cina, kami milih pabrik anu pangsaéna dina industri sareng nandatanganan kontrak jaminan kualitas produk sareng aranjeunna, pikeun mastikeun unggal komponén unggal bagian anu kami anggo dina tungku mangrupikeun produk kualitas anu pangsaéna.
3. Manajemén Kualitas anu Ketat: Kami gaduh 8 titik pamariksaan kualitas dina prosés produksi tungku, Pamariksaan di unggal titik pamariksaan dilaksanakeun ku 2 pagawé sareng 1 manajer pabrik tanggung jawab kana éta. Dina titik pamariksaan ieu, bahan sareng komponén, sareng unggal aspék tungku dipariksa dua kali pikeun mastikeun kualitasna. Pamungkas, sateuacan tungku kaluar ti pabrik, éta kedah dipariksa akhir ku ékspérimén perlakuan panas.